Gasket m และ y factor ในการนำไปใช้งาน

Gasket y factor หรือ yield factor หรือ gasket minimum design seating stress หน่วยเป็น psi, N/mm2 หรือ MPa. y คือแรงอัดขั้นต่ำบนพื้นที่สัมผัสของปะเก็นกับหน้าแปลน โดยจะทำการซีลหน้าแปลนไว้ไม่ให้เกิดการรั่วไหล ค่า y คือแรงอัดหรือแรงบีบปะเก็นขั้นต่ำที่ไม่เกิดการรั่วไหลเท่านั้น ค่าเหล่านี้ส่วนใหญ่จะได้มาจากการทดลอง โดยที่ใช้แรงดันในระบบประมาณ 2 psig และอุณหภูมิปกติขณะทำการทดสอบ
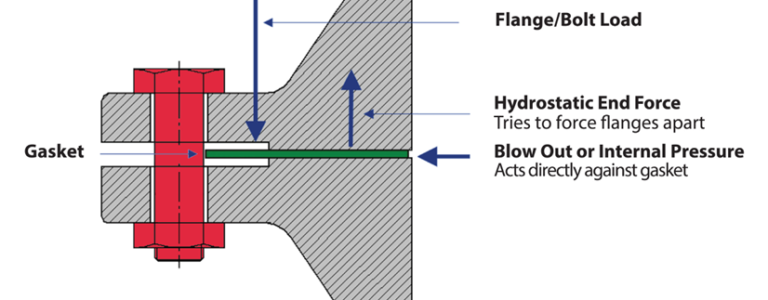
ผู้ออกแบบหน้าแปลนใช้ค่า m เป็นตัวคูณเพื่อกำหนดค่าแรงอัดบนปะเก็นที่จำเป็นในการรักษาซีลในภาชนะหรือข้อต่อที่มีแรงดัน ค่าคงที่นี้มีไว้เพื่อให้แน่ใจว่าหน้าแปลนมีความแข็งแรงเพียงพอและมีแรงยึดสลักเกลียวเพียงพอที่จะยึดข้อต่อเข้าด้วยกัน ในขณะเดียวกันต้องทนต่อแรงไฮโดรสแตติกหรือแรงดันภายในที่เกิดขึ้นขณะทำงาน แรงจากการยึดสลักเกลียวอย่างถูกต้องจะยึดหน้าแปลนเข้าด้วยกันภายใต้แรงดันที่เกิดขึ้น และทำการสร้างแรงบีบเพิ่มเติมบนปะเก็น m คูณด้วยแรงไฮโดรสแตติกภายใน จากนั้นผู้ออกแบบจะคำนวณแรงที่จำเป็นในการยึดปะเก็น และทำการคำนวณครั้งที่สองโดยใช้ค่า m และแรงดันภายในที่ออกแบบไว้ หน้าแปลนจะสร้างขึ้นโดยอิงจากค่าที่มากกว่าของทั้งสองค่านี้ การประกอบหน้าแปลนโดยทั่วไปจะเป็นอุปกรณ์วัสดุหรือแคลมป์แบบโลหะเช่นหน้าแปลน วัสดุซีลหรือปะเก็นที่ถูกแคลมป์เหล่านี้มักทำจากสเตนเลส พลาสติก หรือยาง โดยทั่วไปแล้วจะใช้ ASTM F586 เป็นแนวทางในการทดสอบค่าเหล่านี้ ในที่สุด ปัจจัย m คือค่าพรีโหลดเพิ่มเติมที่จำเป็นในตัวยึดหน้าแปลนเพื่อรักษาค่าแรงอัดบนปะเก็นหลังจากที่ใช้แรงดันภายในกับข้อต่อ ค่า m ที่ไม่มีมิตินี้จะคำนวณได้โดยแรงดันสุทธิที่เกิดขึ้นหารด้วยแรงดันภายใน ในการใช้งาน แรงอัดเริ่มต้นของปะเก็นจะลดลงโดยแรงดันภายในที่กระทำกับปะเก็นหรือเรียกว่าแรงดันระเบิด (blow out pressure) และหน้าแปลน (แรงดันไฮโดรสแตติกสุดท้ายที่ซีลจะรับได้ก่อนระเบิด) จำเป็นต้องคำนึงถึงพรีโหลดเพิ่มเติม โดย ASME ได้สร้าง m ขึ้นเพื่อคำนึงถึงพรีโหลดนี้ ปัจจัย m กำหนดว่าค่าแรงตกค้าง (ค่าแรงเดิมลบด้วยแรงดันภายใน) จะต้องเกินแรงดันภายในกี่ครั้ง ซึ่งก็คือค่า m

ข้อควรพิจารณาที่สำคัญ
เพื่อป้องกันการรั่วไหลและการบาดเจ็บ สิ่งสำคัญคือต้องปรึกษากับผู้ผลิตเพื่อกำหนดปัจจัย m และ y สำหรับวัสดุของปะเก็นที่ใช้ หากไม่สามารถบรรลุปัจจัย m หรือ y ได้ จะทำให้ซีลไม่สมบูรณ์แบบและจำเป็นต้องเปลี่ยนการออกแบบปะเก็น การเปลี่ยนแปลงมักทำได้โดยลดพื้นที่ผิวของปะเก็นหรือใช้ปะเก็นที่หนาขึ้น ปะเก็นที่หนาขึ้นมักไม่เหมาะสำหรับการแก้ปัญหาในระยะยาว ASME ได้พัฒนาปัจจัยการออกแบบปะเก็นใหม่สำหรับการออกแบบข้อต่อแบบใช้สลักเกลียว โดยต้องบรรลุระดับความแน่นที่ต้องการ ข้อเสียของปัจจัย m และ y คือ ปัจจัยเหล่านี้ไม่ได้คำนึงถึงการปล่อยก๊าซที่ฟุ้งกระจาย ในขณะที่สมมติฐานใหม่คือข้อต่อแบบใช้สลักเกลียวทั้งหมดจะรั่วซึมในระดับหนึ่ง ข้อควรพิจารณาอีกประการหนึ่งที่ต้องเข้าใจคือ ค่าคงที่ m และ y ไม่ได้ระบุถึงความแน่นของข้อต่อและไม่ได้พิจารณาถึงการคลายตัวของข้อต่อที่อาจเกิดขึ้นอันเนื่องมาจากผลกระทบของอุณหภูมิ การกระจายแรงบิด และความไม่แม่นยำโดยธรรมชาติที่เกี่ยวข้องในการประกอบ

สรุป
เนื่องจากปัจจุบันยังไม่มีมาตรฐานการทดสอบในอุตสาหกรรมเพื่อกำหนดค่าคงที่ m และ y ของปะเก็น ผู้ผลิตปะเก็นหลายรายจึงได้พัฒนากระบวนการทดสอบเฉพาะตัวโดยอิงตามวิธีการทดสอบ ASTM F596 นอกจากนี้ยังไม่มีทางเลือกอื่นที่ได้รับการอนุมัติจาก ASME สำหรับรหัสที่กำหนดให้ต้องใช้ค่าคงที่เหล่านี้
ข้อมูลเพิ่มเติมของค่า m และ y gaster สามารถดาวน์โหลดเพิ่มเติมได้จาก ASME BPVC VIII – 2023 (Mandatory Appendix 2 : Rules for Bolted Flange Connections with Ring Type Gaskets)
อ่านข้อมูลเพิ่มเติมเกี่ยวกับพื้นฐานของปะเก็นเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับหัวข้อนี้ https://www.durlon.com/wp-content/uploads/GasketFundamentals.pdf
สอบถามเพิ่มเติมและลงทะเบียนรับข้อมูลข่าวสารวิชาการเพิ่มเติมได้ที่
หากต้องการรายละเอียดข้อมูลคอร์สอบรมหรือบริการซ่อมสามารถติดต่อได้ที่
Call: +66-38-691-515, +66-83-540-7656
E-mail: ais@alphaais.co.th




Training | Assembly of bolted joints (EN 1951-4) Introduction Theoretical Basics Practical Training […]
AIS Academy | Joint Integrity and Flange Management per ASME PCC-1 Certification Satisfactory comple […]
In the training, Bolter individual will le […]
Personal Protective Equipments Head Protection Face and Eye Protection Foot Protection Ear Protectio […]





Our services are supported by procedures and practice from our engineering resources,
high experience in field services.
(Torque / Tension)
Serving wide ranging industries in the region, ALPHA Industrial Services […]
Any escape of gas or liquid from a plant machinery while it is operating results in pro […]
Our Mirage Flange Facing Machines cover diameters up to 60″ (1,500 mm). These robust and accur […]
The Hydratight NB or Narrow Body portable Clamshell series are ideal when space is at a premium […]